Why are Changeovers Important?
- Flow is at the heart of lean
- Inventory is the enemy of flow
- Production lot size is a major contributor to inventory (and within the factory, it’s by far the biggest)
- What determines lot size? Changeover cost (mostly time, but also material usage)
- Therefore, when we reduce changeover costs, we enable flow
Remember this:
- Reducing changeover costs is easy
- Acting on the reduced changeover is hard
When you reduce changeover time at machine A by x%, you should also reduce the lot size for A by x% and entirely use the time saved to perform more changeovers. You should even consider removing the containers that held the now excess batch quantity!
Why? Because nobody likes to perform a changeover. Because as long as routings, production planning and sales haven't updated their systems to reflect the new batch size…nothing will change. Because people still believe it’s safer to keep large inventories
Key point: changeover is a downtime different from all others
If you need to free up capacity, focus on the other overall equipment effectiveness (OEE) losses: unplanned downtime, micro-stoppages, quality issues, slow speed, etc.
Reserve the time saved through SMED entirely for doing more changeovers.
Changeover is unique because of its leverage on lead time, which other downtimes don’t have.
How do I get Started?
Before starting, let’s review a few key definitions:
- SMED (Single Minute Exchange of Dies) is a method for reducing changeover times below 10 minutes (into single-digit range).
- Changeover time is the time elapsed between the last good part of series A and the first good part of series B.

There are three types of activities that we can observe during a changeover:
- Internal activities are those that require the machine to be stopped
- External activities are those that can be done with the machine running (but aren’t necessarily done that way)
- Waste activities are those that correspond to mistakes, defective work and unnecessary work (mostly for lack of organization and 5S—e.g., searching)
Before conducting the observation and analysis, you need to determine where and why you want to reduce changeovers times
This depends on your current vs. target situation:
If you are currently under-capacity (i.e., you are leaving money on the table because you don’t have enough capacity to meet customer demand), this is the only case where it’s acceptable to use SMED to just produce more (but even then, your goal is to claw back that time through other means until every minute you “saved” through SMED is now used for performing more changeovers). In a case like this, start with the machines that have the highest Combined Adjusted Cycle Time/Takt Time ratios.
If you have enough capacity, then your goal is to use SMED to reduce lot size.
A Value Stream Map will show you what process steps contribute the most to your lead time.
Your goal for each SMED event is to cut the changeover time at least in half. Your ultimate goal is to cut the changeover time to below 10 minutes.
Procedures for Reducing Changeover Costs
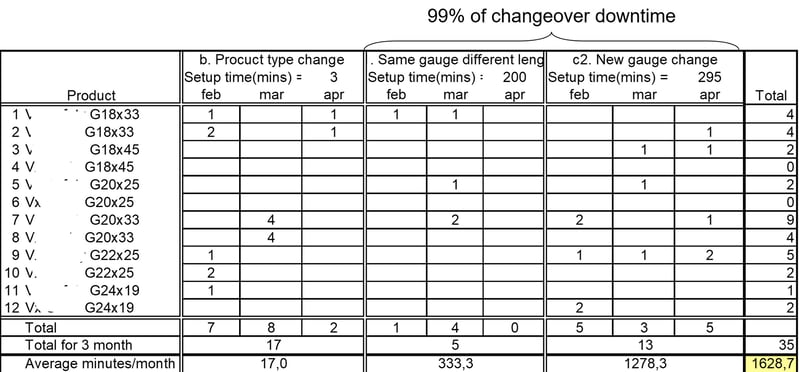
1. Gather data about the historical changeover times and frequency/lot size.
2. Determine if differences in changeover times can be explained and categorized. You now have a baseline to compare to.
3. Put together a team
Put together a team that includes at least:
- Experienced operators (try to include all shifts)
- Engineer
- Maintenance / Tool preparation
- Facilitator
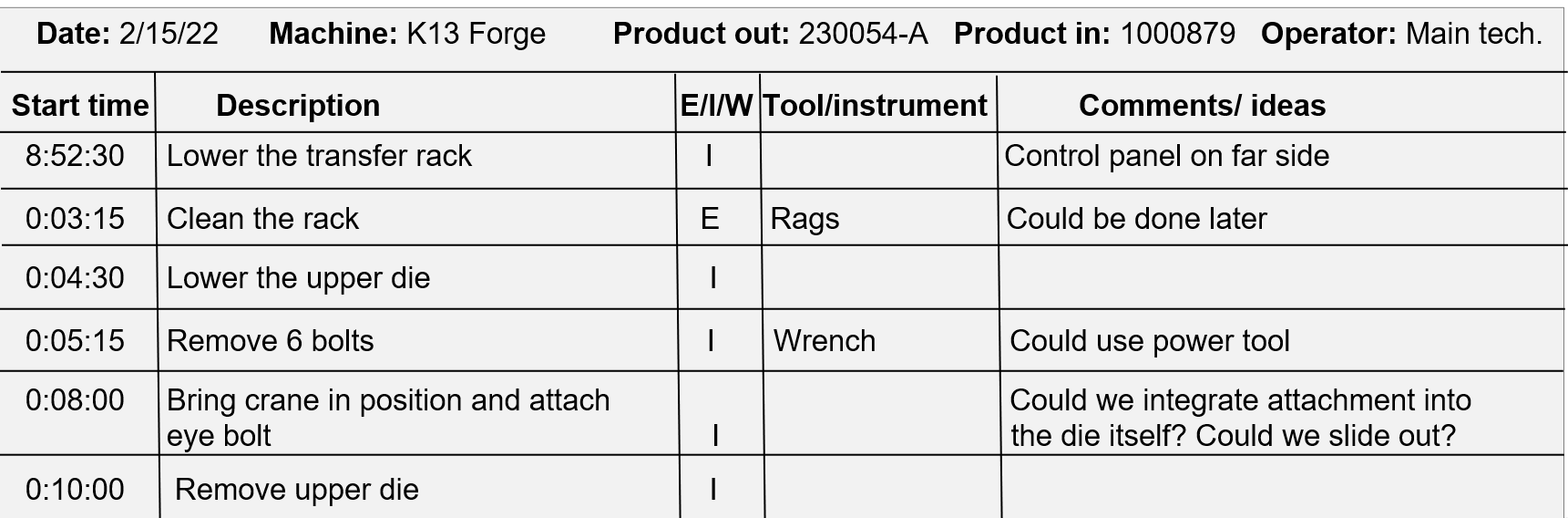
4. Observe a changeover:
- Count 3 observers per person involved in the changeover (1 who takes times, 1 who writes down observations, 1 who does “spaghetti diagram”)
- If possible, have someone take a video, but best option is to give the changeover operators head-mounted cameras (GoPro or similar). Make time visible on video.
- If multiple persons are performing the changeover, make sure that all times are synchronized (e.g. start all cameras with a view of the clock)
- Note that the time on the first row is the clock time (start of the changeover) and the times thereafter are the lap times from which each activity duration will be calculated.
5. Make a spaghetti diagram for each operator
In addition to the time study, a “spaghetti diagram” is made for each operator:
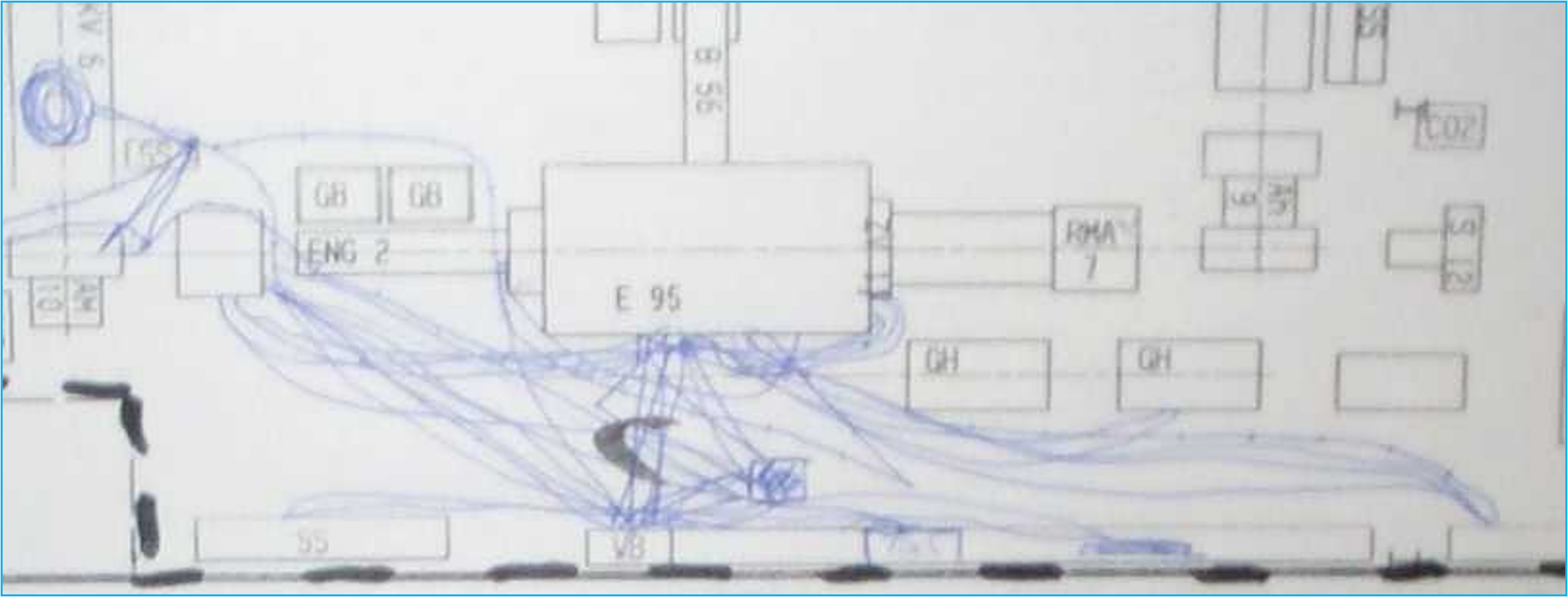
- Trace the actual walk path of the operator, making sure you can count all the paths and add up the total distance walked.
- Either trace everything, in which case you’ll need several copies of the plan to avoid drawing one unreadable mass of lines, or trace each path once but add bars to count how often each path is used.
6. Prepare all team members' documents
Once observations are complete, each team member prepares their documents:
- Clean up details, count distances walked / duration of each activity, etc.
7. As a team, review each activity
- Determine if it’s Internal, External, or Waste
- Identify ideas for improvement
8. Recap the current state
-
- Total changeover time
- Percent Internal, External, Waste
- Total distance walked (can be converted into time, using 190 feet/minute)
9. Start improvement phase
The improvement phase has four stages: Extract, Convert, Reduce, Standardize.
- EXTRACT. This means extracting the External activities from the changeover (usually through 5S and checklists). This is a purely organizational decision that won’t cost you a cent.
- Create a Pre-Changeover checklist and a Post-changeover checklist of activities that are to be performed before or after the changeover itself (for example, cleaning a tool shouldn’t be done in the middle of a changeover).
- CONVERT. This means converting an internal activity into an external one. In other words, how can we perform an activity while the machine is running when it currently requires the machine to be stopped? These improvements will typically have a cost which needs to be estimated along with the time saved (compare $ / minute saved).
- Example: on an extruder, when we change from a dark to a light color, cleaning the screw is an internal activity. How can we convert it into an external activity (i.e., something that can be done while the machine is running)? The answer is simple: buy a second screw.
- Example: on an injection press, positioning the limit switch that sets the travel range of the carriage cannot be done while the machine is running—hence it is an internal activity. How can we convert it? By positioning in advance as many limit switches as there are possible ranges. Then, power only the ones we need for a given product.
- Example: the exact positioning of upper and lower dies on a press cannot be done while the machine is running…or can it? If all dies are positioned on plates with standard length and width and a plate thickness that compensates for differences in die height, then positioning is fully external and no height adjustment is needed (just push the plate+die into guides on the plate).
- REDUCE. This is about shortening times. Intuitively, we start with this step—so why is it placed last? Because a) Extracting will always be less costly, and b) Converting will always have a greater impact. If we started with Reduction, we’d probably move on to the next activity and forgo the higher potentials of extraction and conversion.
- The biggest Reduction potential is with fasteners. Replace bolts by clamps, shorten the length of bolts, use magnets or springs if possible, etc.
- Improve tooling (use power tools)
- Add operators in order to perform activities in parallel (but pay even more attention to safety when several persons work on a changeover)
- Focus first on reducing Internal activities, only later on the External activities.
- Reduce ADJUSTMENTS in order to reduce not just time but MATERIAL COST (scrap): standardize, visualize parameter values, use reference parts that are at nominal values (not just within tolerances), use centering devices, replace calipers/rulers with block gauges, etc. If you don’t reduce the material cost of a changeover, it will be difficult to convince people to increase the number of changeovers!
- STANDARDIZE. Create standard procedures and ensure they’re followed. This includes a changeover tracker sheet posted on the machine, linked to action plan.
What’s Next?
Your work is not done when you’ve shown you can do a changeover in half the time.
You must ensure that the improvements are used on FLEXIBILITY, not cost reduction.
FLEXIBLE CAPACITY is worth much more than cost reductions!
Flexible capacity is:
- Reliable processes (standardized work + visual management + TPM)
- Low lot size (this is where SMED comes in)
- Flexible workforce (multi-skilled and on-demand)
Even when you’ve reduced changeover time to less than 10 minutes, you should continue your efforts. The next step is to achieve OTED (One-Touch Exchange of Dies).
