Transportation is one of the 3 “essential” non-value-added activities (NVA). With essential NVA, the goal is not to eliminate the waste, it’s to continually reduce it through standardization.
We standardize motion with standard work and inventory with supermarkets.
What does standardized transportation look like? Milk runs! A milk run is to the conventional internal logistics as a bus is to taxis.
|
Milk Run |
Conventional |
|---|---|
|
Uses tug trains to carry mixed loads = high efficiency at low costs |
Uses forklifts to carry one pallet at a time = low efficiency at high costs |
|
Standard route with standard stops |
Random “go look who needs help” route |
|
Always carrying something |
Empty half the time |
|
Standard time to complete a route = higher productivity |
No standards = low productivity |
|
Standard frequency = predictability |
No guarantee of response time |
|
Driver has high visibility = safe |
Driver view often blocked = dangerous |
There are two types of milk runs: internal (linking supermarkets to work centers) and external (linking your facility to external suppliers or customers).
Here we are focusing on internal milk runs, which require both flow and pull to be implemented in the value stream.
There are five elements in a milk run:
For example, the route below connects the RM supermarket, 4 work centers in the value stream, and the FG supermarket, every 60 minutes.
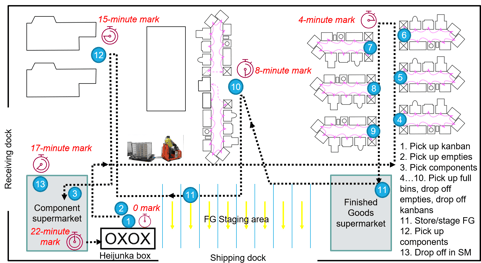
|
Activity |
Time |
|
Take picking list, pick at RM supermarket, and load train |
13m20s |
|
Drive to cell 20 |
1m10s |
|
Unload bins, pick up empties, collect kanbans from collection box |
2m |
|
Drive to cell 33 (etc…) |
50s |
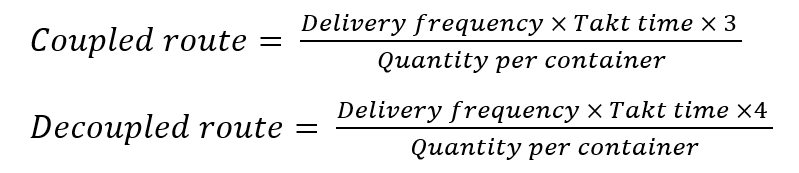
The pitch corresponds to the frequency at which tug trains start a route. Pitch is also a multiple of quantity per container x Takt time.
A milk run is nothing more than a standardization of transport. Since transport is non-value-added, but essential, the goal is to constantly work to reduce the waste of transport.
The goal with a milk run is to reduce the pitch time. A shorter pitch doesn’t just reduce lead time, inventory and production footprint; it also means that we’re able to deal with problems and get back to normal faster. Problems will always occur. If the deviation isn’t dealt with, it will show up as an abnormality when the milk run can’t match a kanban to a container, or kanban cards places in the launcher reach the red zone, or the tug train is delayed. If you have an hour-long pitch, there are many problems that don’t cause abnormalities, because the team is able to resorb the deviation before any of these “triggers” occur.
With shorter pitches, that’s not possible and the smaller problems will trigger andons. In other words, reducing the pitch time is a way to increase the system’s “sensitivity."
Labor will directly or indirectly impact every aspect of your operational performance. It is also one of the largest expenses on your P&L. Working to eliminate labor waste (having too much, or not enough) in real-time will allow you to move the needle both operationally and financially.
Leveraging Veryable’s On-Demand Labor Marketplace to build a labor pool will enable your team to scale labor up and down in real-time and in lock step with actual daily demand. Having this capability across all areas, all work centers, and all shifts will give your operations at least 3x greater agility. Using this when you need it, and only when you need it will help you drive out excessive overtime costs and poor service during high demand periods and lost productivity during low demand periods. Additionally, by matching headcount to demand on a daily basis, you’ll be able to maintain a lower more constant cost per unit.
In order to meet ever-changing demands, your operation needs to be agile - using spreadsheets with siloed information won’t cut it. The result of relying on “the way things have always been done” is missed deadlines and inflated costs. Workforce Management brings all your information into one place, seamlessly integrating with your Human Resource Information Systems (HRIS), Enterprise Resource Planning (ERP), and Warehouse Management Systems (WMS). These integrations allow WFM to automatically create forecasts and schedules based on actual needs in real-time as well as provide your team with the ability to seamlessly make last minute changes. WFM can act as a standalone platform for your full-time employees, or it can complement and automate many of the decisions made in using Veryable's On-Demand Labor Marketplace.
Together these systems truly optimize every labor dollar spent across your footprint. This enables better visibility to translate best practices, and can act as a roadmap for continuous improvement.
For more information, visit our Lean Center of Excellence Homepage or our homepage for Continuous Improvement, Operational Excellence, and Lean Professionals.
