This refers to the control of production within a value stream. Imagine a three-step value stream: Stamp, Press, and Assembly.
A push system would send a production schedule to Stamping and let the products move according to their routing sheet until they reached shipping. Another form of push would have each of the three process steps receive their own schedule.

In a pull system, the upstream step will work, not to a schedule, but to “pull” signals coming from its downstream “customer” and respond by producing exactly what the customer needs, in the quantity needed, and at the time it’s needed.

In a Push process, you either end up with uncontrolled inventory in between steps (for example, they might prioritize production orders differently or work at different rates), or you expend a lot of time and effort trying to coordinate each process step’s production plans, which become outdated very quickly after they're released to the shop floor.

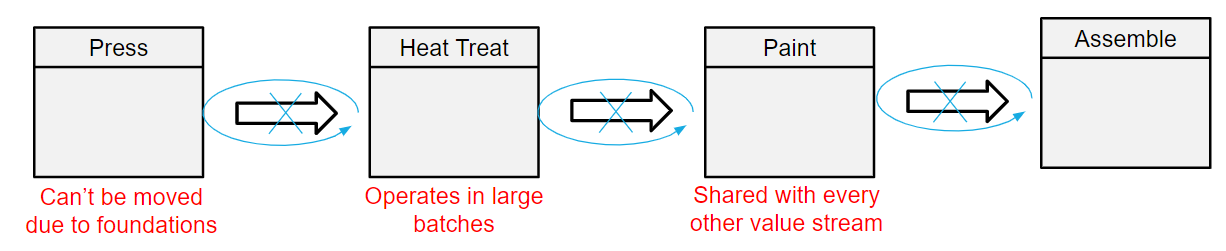
In a lean process, Push is eliminated and replaced by Flow wherever possible (e.g. press + assembly), and by Pull where it isn’t.
A supermarket (standardized inventory) keeps the WIP at a minimum while enabling immediate production for the downstream process.
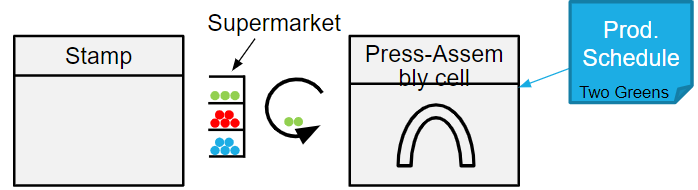
The parts withdrawn from the supermarket are replenished.
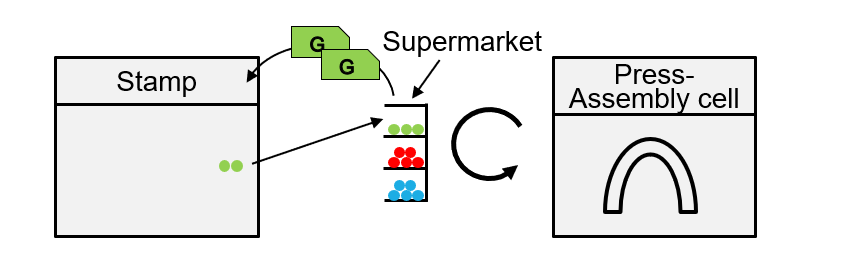
In this way, the synchronization of all process steps across the value stream is immediate and automatic. A slowdown at one process will slow down the rate at which kanbans are issued, thus preventing overproduction. Conversely, catch-up at the process after the problem is solved will send out kanban faster and the rest of the value stream will try to speed up.
Kanban is a visual management tool that creates transparency: it is easy to see where and when the flow is disturbed.
Most important, kanban prevents overproduction (the worst of all wastes). That is because the number of cards in circulation determines the maximum allowable inventory.
First, remember that it’s more important to introduce flow. Pull typically comes later. Implementing flow will produce changes in cycle times, quality, resupply times, etc. that impact the calculation of pull signals.
The most common form of pull, by far, is kanban. Kanban is a physical signal in the form of a card that is attached to a container, acting as an authorization to either move or make parts.
The basic kanban formula is:
n = (demand x resupply time x safety factor) / number of parts per container
Round up the result of this formula.
Where n is the number of cards in a loop linking a “supplier process” and a “customer process,” demand is the average demand for a given product (each kanban card is specific to a product), resupply time is the time it takes from when the card is “released” to when the corresponding parts are available to the customer process. The safety factor multiplier (e.g., 1.15) corresponds to the uncertainty in being able to meet the resupply time. The parts per container is predicated on each kanban card being attached to a container that holds a standard quality of parts, none of which may be defective.
For reference, Toyota also has a couple of rules linked to the kanban formula: the number of parts in a container shouldn’t exceed 10% of the daily demand, and the safety factor shouldn’t exceed 1.1. (Remember, this is Toyota - your numbers are probably going to be different.)
There are 4 major types of kanbans, but the most important thing to remember is that in practice, the system can be implemented in any way that respects the basic principles.
| Part # | Description | Daily Demand | Supplier | Supplier Location | Supplier Country |
| Point of Use | Container Type | Container Weight | Container Length | Container Height | Container Width |
| Parts/assembly | Shipment Qty. | Shipment Freq. | Transit Time | # of Kanbans | Parts per Ctr. |
The most common mistake beginners make is failing to thoroughly “dry-run the system”: it is the small overlooked detail that will hurt you, and since you’re dealing with production, the pain will be great!
Kanban is a kaizen tool: you should “stress” the system by removing one card from a kanban loop to know where the weak points appear and focus your kaizen efforts there.
Each time you reduce waste, lead time or variation, this should lead to reduction of kanban cards, of parts per container, or at least a reduction of the safety factor.
