Why is kaizen important?
Competition from low-cost countries is strong, fast and unrelenting.
Your customers’ procurement departments drive outsourcing decisions with hard cost numbers, while the “softer” opportunity costs and long-term consequences are left aside.
Customers are more demanding every day
- Highly customized products
- They want it now
- Bad quality or customer service can sink a product in an instant as experiences are shared through reviews and social media
Labor supply and turnover are key constraints
- Lack of skilled labor
- Industry not perceived as an attractive career
- Companies struggle to engage with more demanding younger workers
Tradeoff between investment and risk
- Invest to grow capacity?
- Or maintain a low break-even point?
Kaizen is a necessity under these conditions.
What is Kaizen?
Kaizen = “change for the better.” Also called Continuous Improvement.
- “Kaizen” is any improvement, large or small, done by the workers
- A “Kaizen Event” is a 2- to 5-day workshop that brings together people from the area and a few outsiders to solve a complex problem and implement the improvement(s)
It is important not to confuse these two things!
Common point: improvement comes from the shop floor
Getting Started
First create the right mindset
- Set expectations for continuous improvement as a way of work
- Set the “rules of the game”
- Be a lean leader: humble, curious, demanding
Adopt systems thinking to address the drivers and inhibitors of kaizen
- How are people paid (bonuses and incentives)?
- What behaviors get people rewarded?
- What behaviors get people punished?
- Are there feedback loops that reinforce or restrain change?
Apply the pull principle
- Call for volunteers after explaining the why, the what and the how
- Provide the needed support
Start small
- “Just Do It” kaizen–what needs to be done is obvious, no problem-solving involved
- Simple problem-solving–problem, hypothesis, test, decision
- Only later should you introduce structured problem-solving like 8D or PDCA
Procedures for implementing kaizen
We chose to provide a detailed procedure because we felt it would be more valuable for you to get concrete, specific instructions rather than generalities. However, we realize that there are many good ways to reach your target state, so there is no one-size-fits-all solution here.
1. Plant Manager holds all-hands meeting to introduce the kaizen program
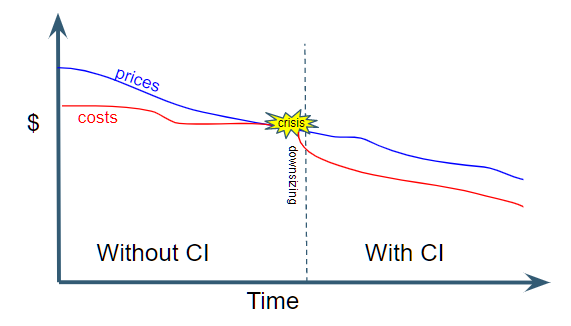
Explain the rationale: “Continuous Improvement is a business necessity to compete effectively. Doesn’t mean we no longer engage in strategic initiatives, rather that we do continuous improvement to avoid having to rush into crisis mode. Continuous improvement is going to be everybody’s job from now on.”
Explain with examples what kaizen is, how it works.
Call for action “We will learn through doing. I know not everyone is convinced right now, but I will work with those who want to do something and support you.”
2. If necessary, reshuffle the areas so they have a critical mass of volunteers and the individuals who want to, can be moved to other areas.
3. Start with a 5S kaizen event if 5S does not exist / is not sustained.
4. Install Rapid Problem Solving whiteboards in the areas.
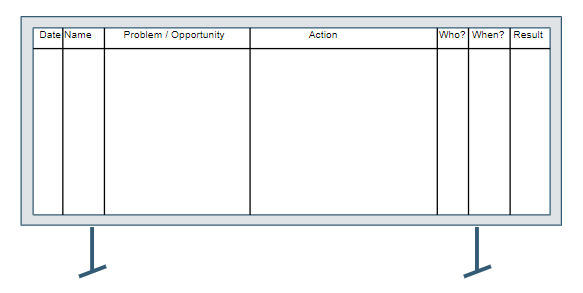
5. Any abnormality, time waste, or idea is written by operators (or anyone else).
6. Manager holds daily meeting at each board with a) Area leader, b) Maintenance, c) Engineering. Goal is to implement at least one action per day per board.
7. At this stage, don’t try to create KPIs; if an action doesn’t change the daily life of operators, it’s not kaizen. If it does, measurement adds nothing.
8. Manager’s goal is to create visible change in the volunteer areas. Be willing to invest, but most important, be willing to give the team members time to work on improvements.
- Incorporate CI into the scheduling: if you want good results, give the team a 60- minute time credit for CI that is either used that week or lost. Scheduling must accordingly adjust the available production time they use for planning.
- Also provide coaching resources. Initially, that’s an experienced problem solver with managerial authority (to get things done fast).
- The board is key to making coaching work. Also provide self-adhesive flipcharts that can be placed at the point of improvement so that any in-progress problem-solving is visible to all (this is important).
- Aim for one kaizen per day. It can be a small change, but it must be documented with a simple before/after 1-pager that is displayed in the area. Consider setting up a “kaizen wall” to publicize achievements and recognize team members.
9. Celebrate progress. Reward your best contributors in various ways (getting a reward when none was promised is a boost to intrinsic motivation).
What’s next?
“No Kaizen without Standards.” Be focused on standardization. Every kaizen must result in a new or an updated standard.
A standard can be as simple as a piece of tape indicating the new position of a bin.
Teach operators what a standard is and how to create one. Standards created and maintained by operators or team leaders are called gemba standards.
Gemba standards are distinct from the engineering standards (the ones that are under ISO 9001 control). Gemba standards evolve all the time. Look at the last revision date of a gemba standard to gauge the pace of Continuous Improvement in an area.
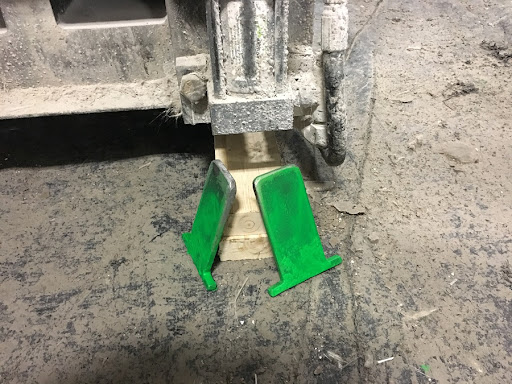
“Just Do It” Kaizen Examples
- Painting clips bright green so they’re easier to see (whether on the mold or on the ground)
- Bin for empty blisters
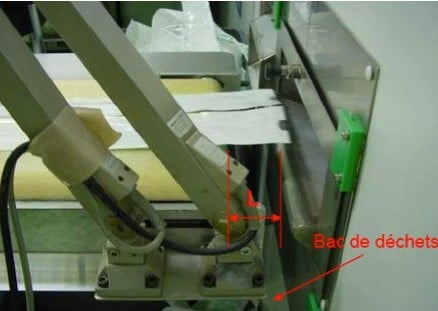
Just by increasing the gap between the conveyor and the wall, “good” blister packs, which have the product in them and are rigid and can make it through the empty space without falling in.
Defective (empty) blister packs, on the other hand, are floppy and fall into the scrap bin.
- Removing the doors on this cabinet lets workers find what they need at a glance

