Adjusting capacity is difficult due to:
Reasons for leveling:
Leveling resolves these difficulties at the price of increased inventory and/or longer lead times
Key Point: Leveling is a lean workaround, not a lean principle
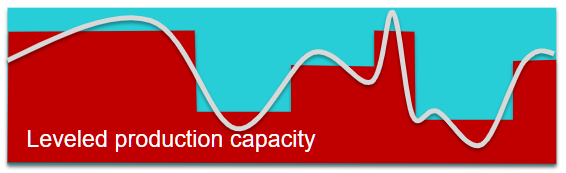
Production Leveling is a set of techniques used to avoid the peaks and valleys in production and therefore, capacity:
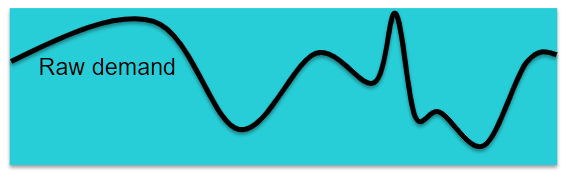
Production Smoothing is the “spreading out” of production batches to make a given product as often as possible, using the smallest batch size possible (ideally batch size 1):



Heijunka: the term used in the Toyota Production System for both leveling and smoothing (note: many people have different definitions for these words).
Lot size (or Batch size): the number of units of a given product type that are produced in one production run (i.e., in between changeovers).
Leveling period: the length of the planning period during which the daily workload will remain at a fixed value (e.g., one month).
EPEI: Every Part Every Interval. The time interval (usually measured in days) it takes to “cycle” through all the product types within a leveled schedule (e.g., 5 days)
Restricted OEE (OEEr): OEE calculated with the changeover times removed from the Planned Runtime and used for calculating EPEI. OEEr= Theoretical time for good parts produced / Planned Runtime minus Changeover times.
Pacemaker: the single process step in a lean value stream that receives a leveled production schedule (or more precisely, production signals)
Kanban: a signal coming from the downstream (customer) process to “pull” materials (and therefore, trigger work) from the upstream (supplier) process.
Heijunka box (leveling box): for “smoothing” the kanbans sent to the pacemaker.
Pitch: the rhythm at which the heijunka box sends out signals (e.g., 30 minutes). It is not only the “pulse” of information flowing in the value stream, but also the “pulse” of materials flowing.
Supermarket: a highly standardized inventory serving a process or process step, with assigned locations for the materials and maximum/minimum quantities.
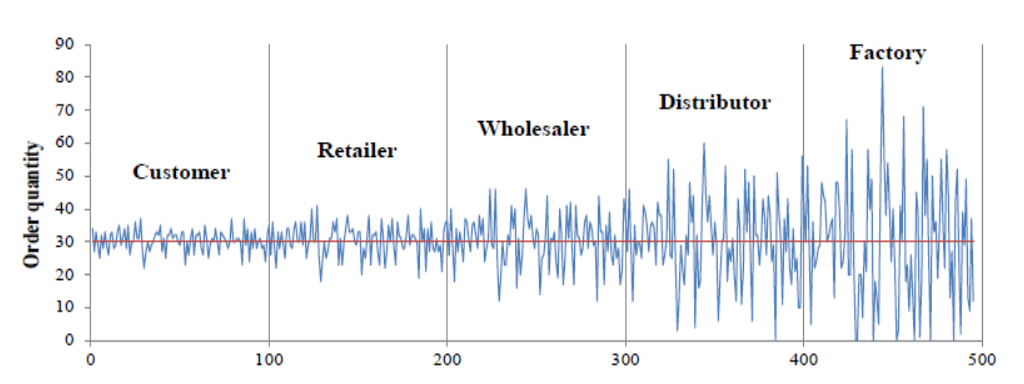
When delays (long lead times) and silos (isolated and incomplete information) exist in a system, it results in reinforcing feedback loops. In the supply chain, this is called the bullwhip effect: a small change in demand from final consumers gets amplified as it spreads upstream.
One common reason why leveling is adopted is the belief it reduces the bullwhip effect. This is only partially true.
Leveling isn’t just a change in planning—it’s achieved by reducing lead times (reduces bullwhip effect and increases schedule slack) and using inventory buffers (absorbs daily demand variation)
Here are the Five tools for leveling production and how they work:
Flow cells reduce lead time thanks to one-piece-flow. Supermarkets buffer for variation in demand and supply.
With faster changeovers we run more but smaller batches without capacity loss, hence lower cycle stock and shorter lead times.
Small containers can be filled/moved more often, thus reducing material wait time after production, and therefore lead time. Small containers increase flexibility. Remember that the kanban formula has “number of parts per container” in the denominator!
Spreading production and transport of material removes “bumpiness” of demand and of inventory.
Operators trained to perform many jobs can be moved as needed, providing added flexibility. This is an area where on-demand labor can be a game-changer.
Leveling was one of the earliest methods used by Toyota and has remained unquestioned until now.
The reason leveling was created is that perfectly matching capacity to daily changes in demand was unreasonable:
The result is that we minimize the under- and over-staffing, but imperfectly, and at the cost of higher inventory and longer lead times.
With Veryable, matching capacity to actual demand on a daily basis is no longer unreasonable. The rationale for leveling disappears. You must continue to use the 5 tools, but no longer need to level production.
A corollary is that planning is less important when you can adjust your labor to the actual needs, including unplanned needs such as last-minute orders, compensating for defective production, etc.
Leveling creates inventory. Smoothing reduces inventory. Specifically, smoothing cuts the cycle stock in between Work Centers.
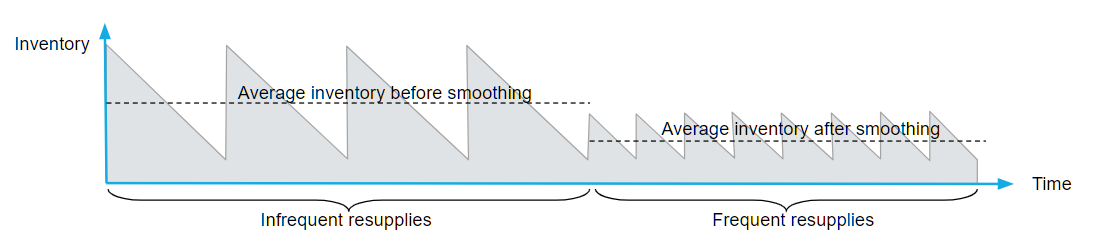
Every time we reduce changeover time, we use the freed-up time to do more changeovers, thus reducing the average inventory level.
Note that smoothing works best with extremely short changeover times — therefore it often is applied in assembly operations, where changing from one product to another is immediate or measured in seconds.
This in turn creates a quasi-continuous demand for all end product components.
You go from this:
To this:
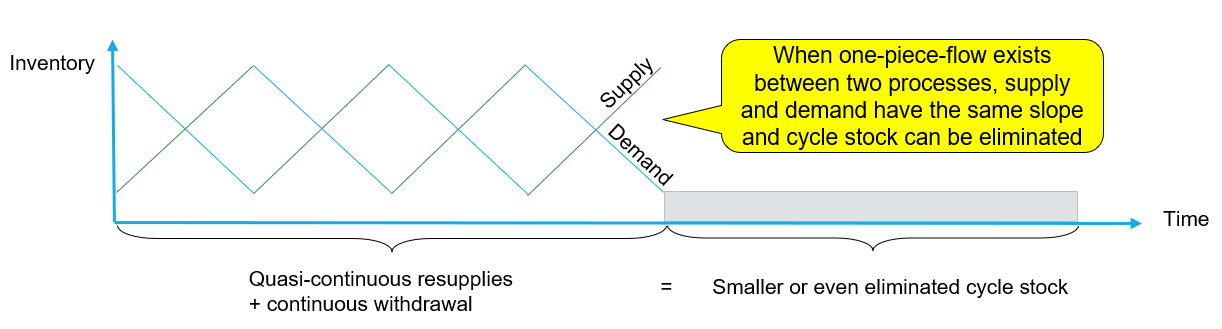
When one-piece-flow exists between two processes, supply and demand have the same slope and cycle stock can be eliminated.
What is the best production batch size? The conventional answer is:

The Lean answer is: as small as possible.
This is where EPEI comes in. EPEI stands for Every Part, Every Interval. With EPEI, we can calculate the smallest possible batch size, taking into consideration OEE losses, changeover times, planned runtime, and product demand.
EPEI = Time required to complete all changeovers / Time available per day for changeovers
For example, if we produce 6 products and the changeover time is 1 hour, the time required to complete all changeovers and “cycle” through the products is 6 hours.
If planned runtime is 21 hours per day, and 18 hours is the pure production time required to meet the daily demand of all 6 products, that leaves 21-18=3 hours available per day for changeovers. EPEI = 6/3 = 2 days, meaning it takes two days to cycle through the six products.
We know from Value Stream Mapping that lead time is 95-99% caused by inventory (i.e., material waiting). Production lead time has various components which are shown in this diagram from the perspective of an average part:

SMED and EPEI are the tools used to reduce queue time. Small containers are the main tool used to reduce wait time. Another is Mixed-Load Transport (tug trains), which increases the frequency of transport. Cell and Focused Factory layout is the tool used to reduce move time.
The heijunka (or leveling) box stores instructions for one or more pacemakers in the form of kanban cards (cards are product-specific, and in the example shown here, the pacemakers are customer-specific).
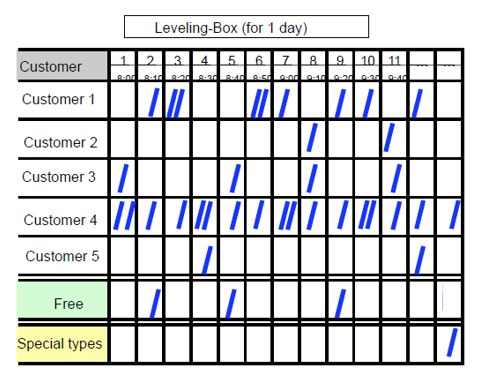
Each column corresponds to a time (e.g., every 10m)
The material handler will remove all cards at the designated time and hand them over to the various cells. Each cell receives a number of cards, indicating what they must produce (and how many) until the next card(s) arrive(s).
A pacemaker is usually the flow cell at the end of the process, but it could also be the finished goods supermarket, in which case the kanban card is a “withdrawal” card instructing the material handler to move parts from the supermarket to Shipping.
Pacemakers are used only when the entire value stream has been changed to flow cells/flow lines and pull systems, and no process step remains that is managed through push.
For each Work Center in the value stream:
As you can see, heijunka entails a lot of activities and the journey can take a long time.
Start with SMED. Reducing production batch size is the most important thing you can do if you’re working with machines, after ensuring machine reliability with TPM (Total Productive Maintenance).
If it’s not clear where to start with SMED, run a Value Stream Mapping event to understand what determines the lead time in your value stream and what the key issues are (see the VSM section).
Like many things in Lean, it is a continuous process…improvement knows no end!
